
A Gyártás Fundamentuma: Precíziós Szerszámok
A szerszámkészítés a modern kompozit- és műanyaggyártás alfája és omegája. A Carbon Composites Kft.-nél évtizedek óta fejlesztjük és tökéletesítjük szerszámkészítési kompetenciáinkat, tudván, hogy egy kiválóan megtervezett és kivitelezett szerszám a sikeres szériagyártás záloga.
A kompozit alkatrészgyártásban a szerszám nem csupán egy forma, amibe az anyagot juttatjuk – hanem egy komplex mérnöki rendszer, amely meghatározza a végtermék geometriáját, felületminőségét, mechanikai tulajdonságait és gazdaságosságát. Minden szerszámunkat úgy tervezzük, hogy optimális egyensúlyt teremtsen a tartósság, a ciklusidő és a beruházási költség között.
Mérnöki csapatunk CAD programokkal modellezi és szimulálja a szerszámok működését még a gyártás előtt. A virtuális prototípusok révén előre látjuk a potenciális problémákat: a zsugorodást, a deformációkat, a hőeloszlást és az anyagfolyást. A szimulációs eredmények alapján finomhangoljuk a tervezést, minimalizálva a próbagyártások számát és költségét.
Kapacitásaink
Szerszámtípusok és Anyagválasztás
A szerszámtípusokról (RTM/RIM/laminálóforma), az anyagválasztásról (kompozit vs. alumínium), a DFM (Design for Manufacturing) tervezési filozófiáról, az élettartamról és a dokumentációról közvetlen műszaki konzultáció során adunk további információt.
Hogyan dolgozunk
Konzultáció és CAD átvétel
A projekt indításakor átvesszük az ügyfél CAD modelljét, egyeztetjük a követelményeket. Gyárthatósági validálás és virtuális prototípus készítés.
Ősminta tervezés és gyártás
CAM programozás, 5-tengelyes CNC megmunkálás a Zimmermann FZ-35-tel PU modellhabból, MDF-ből vagy alumíniumból.
Szerszám építés
A negatív forma elkészítése az ősmintáról – kompozitból (100-500 ciklus) vagy alumíniumból (5.000-20.000+ ciklus), a sorozatnagyságtól függően.
Próbagyártás és validálás
Első minták készítése a szerszámmal, geometria és felület validálása. 3D mérés, illesztési próba, mechanikai tesztek.
Átadás és dokumentáció
Szerszám útlevél, karbantartási útmutató, mérési jegyzőkönyv. Kulcsrakész átadás a sorozatgyártáshoz.
Ősminta Gyártás – Példa PU Hab Megmunkálásra
Az alábbi képeken egy nagyméretű radkasten (sárvédő) ősminta látható, amelyet PU modellhabból munkáltunk meg a Zimmermann FZ-35 portálmaróval. Az ősminta szolgál alapul az RTM szerszám elkészítéséhez.

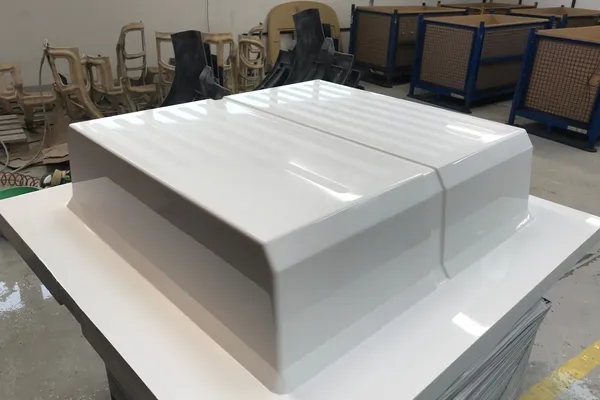
Mercedes Sprinter Ősminta – Befejezett Állapot
A Mercedes Sprinter oldalelem ősmintája befejezett állapotban, felületkezelés után. Ez az ősminta szolgál alapul az RTM szerszám elkészítéséhez, amely a sorozatgyártásban kerül felhasználásra.

Kulcsrakész megoldás
A szerszámkészítés a gyártási folyamatunk szerves része. A koncepciótól a validált szériagyártásig minden lépést vállalunk: az ügyfél megkapja a legyártott és bevizsgált szerszámot, a hozzá tartozó dokumentációval és kezelési utasításokkal együtt.
A szerszámkészítés az end-to-end folyamatunk első lépése. Innen folytatjuk az RTM gyártással, a CNC szélezéssel és a felületkezeléssel.
Tanúsítványok és szabványok
- ISO 9001:2015: Minőségirányítási rendszer
- EN 45545: Vasúti járművek tűzvédelme (HL2 és HL3 szinten)
- Ügyfélspecifikus auditok (VW, MAN, Daimler)
Géppark és Technológia

Zimmermann FZ-35 Portálmaró
A Zimmermann FZ-35 portálmaró 5-tengelyes szimultán CNC megmunkálást tesz lehetővé ősminták és alumínium szerszámok gyártásához. A 3500×2000×1200 mm munkaterület a régióban egyedülálló kapacitást biztosít nagyméretű kompozit szerszámokhoz.
- PU modellhab megmunkálás ősminták készítéséhez
- Alumínium RTM szerszámok 5-tengelyes marása
- MDF és fa ősminták nagyméretű alkatrészekhez
- Kompozit szerszámok szélezése és finomítása
- CAM programozás Cimatron NC Solution-nel
- 3D mérés és CAD összehasonlítás

Szerszámkészítő Műhely
Teljes körű szerszámkészítő műhelyünkben kompozit és alumínium szerszámokat gyártunk RTM, RIM és vákuumformázó technológiákhoz. Az ősmintától a kész, bevizsgált formáig minden lépést házon belül végzünk.
- RTM szerszámok (Light és Heavy RTM)
- RIM szerszámok (PU-RIM technológiához)
- Vákuumformázó szerszámok
- Laminálóformák kézi lamináláshoz
- Szerszám felújítás és karbantartás
- Dokumentáció: szerszám útlevél, mérési jegyzőkönyv

Miért a Carbon Composites szerszámkészítő műhelye?
-
Teljes vertikális integráció
Az ősminta gyártástól a kész szerszámig minden lépés egy helyen. Zimmermann FZ-35 CNC portálmaróval készítjük az ősmintákat, majd saját műhelyünkben építjük meg a kompozit vagy alumínium szerszámokat. Nincs külső beszállító, nincs koordinációs probléma.
-
30+ év szerszámkészítési tapasztalat
1992 óta készítünk RTM, RIM és vákuumformázó szerszámokat. Tudjuk, hogyan kell megtervezni a szerszámot a gyárthatóság, élettartam és minőség szempontjából. Autóipari Tier 1/Tier 2 beszállítói tapasztalat.
-
Kompozit és alumínium szerszámok
Kompozit szerszámok kisebb sorozatokhoz (1-3 hét gyártási idő, 5.000-10.000 ciklus). Alumínium szerszámok nagy sorozatokhoz (4-8 hét, 20.000+ ciklus). Mindkét technológiát házon belül készítjük.
-
CAD/CAM tervezés és szimuláció
Cimatron NC Solution CAM rendszerrel optimalizált megmunkálási pályák. Gyárthatósági elemzés, szerszámtervezés, áramlási szimuláció. 24 órás visszajelzés CAD modellre.
-
Gyors prototípus gyártás
Keményhab blokkból (PU modellhab) CNC-vel készített ősminta 2-5 nap alatt. Kompozit negatív forma 1-2 hét alatt. Gyors iteráció a tökéletes geometriáig.
Kiemelt Szerszámkészítési Projektek



Gyakori kérdések a szerszámkészítésről és ősminta gyártásról
A szerszámkészítés a kompozit alkatrészgyártás alapja: a szerszám (forma) határozza meg a végtermék geometriáját, felületminőségét és mechanikai tulajdonságait. Egy jól megtervezett szerszám biztosítja a reprodukálható minőséget, optimális ciklusidőt és gazdaságos sorozatgyártást. A Carbon Composites RTM, RIM és vákuumformázó szerszámokat készít kompozitból és alumíniumból.
Kompozit szerszám: üveg- vagy szénszálas anyagból készül, 100-500 ciklus élettartam, 1-3 hét elkészítési idő, költséghatékony prototípusokhoz és kis szériákhoz. Alumínium szerszám: 5.000-20.000+ ciklus élettartam, 4-8 hét elkészítés, kiváló hővezetés, nagy szériás OEM gyártáshoz ideális. A választás a sorozatnagyságtól és minőségi igényektől függ.
Az ősminta az a precíziós modell, amelyről a negatív szerszámot készítik. A Carbon Composites 5-tengelyes Zimmermann FZ-35 CNC portálmarógépen készíti az ősmintákat PU modellhabból (Cibatool, Necuron), MDF-ből vagy alumíniumból, ±0,05 mm pontossággal, max. 3500×2000×1200 mm méretig.
A teljes folyamat 8-12 hetet vesz igénybe: CAD átvétel és gyárthatósági elemzés (1 hét), ősminta CNC megmunkálás (2-4 hét), szerszám építés (1-8 hét a típustól függően), próbagyártás és validálás (1-2 hét), dokumentáció és átadás. Sürgős projekteknél gyorsított ütemezés is lehetséges.
STEP, IGES, Parasolid, natív CATIA V5, Siemens NX és SolidWorks formátumokat fogadunk. A CAD modelleket gyárthatósági szempontból (DFM) validáljuk: ellenőrizzük a nyitási irányokat, osztóperemeket, alámetszéseket, zsugorodást és hőtágulást.
Az RTM szerszám nem egyszerű forma, hanem mérnöki rendszer: zárt szerszámfelek a kontrollált gyártáshoz, tömítési rendszer a gyantaszivárgás megakadályozására, befecskendező csatornák az egyenletes gyantaelosztáshoz, és temperáló rendszer a kikeményedés optimalizálásához. Minden elem a reprodukálható minőséget szolgálja.
Minden szerszámhoz átadunk szerszám útlevelet, karbantartási útmutatót és mérési jegyzőkönyvet. A normál kopáson túli hibákra 12 hónap garancia vonatkozik.